

















CK52ST-SD(棒料、粒料、盤類件、雙頭車、雙刀塔)數(shù)控車床是結(jié)構(gòu)先進(jìn)、設(shè)計(jì)合理、高精度、高速
的現(xiàn)代化加工機(jī)床,可同步組合完成:
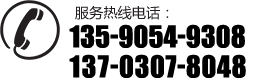
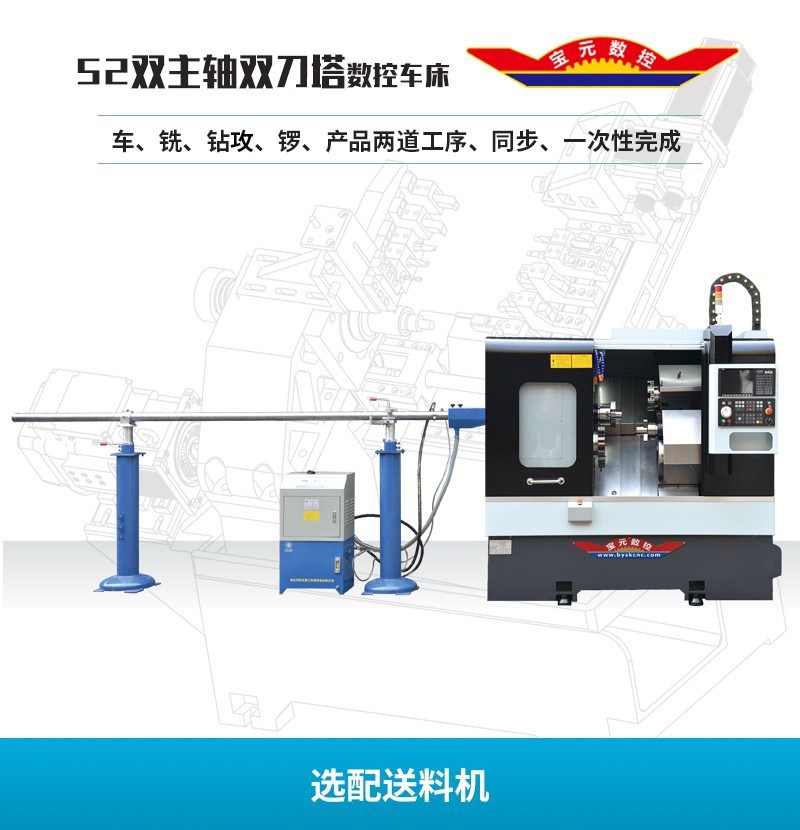
零件的高速切削、車銑、鑼、鉆孔、攻牙、等加工工藝;
雙主軸旋轉(zhuǎn)對(duì)接節(jié)省人工;
雙主軸同步旋轉(zhuǎn)、同步進(jìn)給(刀) 、同步分別完成兩道工藝、提高一倍效率;
提高零件同心度、平行度,保障零件的形位公差;
適用于機(jī)械零件、汽配、磨配、航空、醫(yī)療、燈飾、水暖、等系列產(chǎn)品產(chǎn)生;
適用于1-3米長(zhǎng)棒材、長(zhǎng)管料,粒料、盤類件(最大直徑220mm)加工;
功能及特點(diǎn)說(shuō)明:
采用雙主軸雙刀塔床結(jié)構(gòu),結(jié)構(gòu)先進(jìn),設(shè)計(jì)合理,身采用優(yōu)良樹(shù)脂砂鑄造;
標(biāo)配臺(tái)灣新代系統(tǒng);
X、X1、Z、Z1、C2軸,控制采用總線絕對(duì)值伺服電機(jī);
二向支承導(dǎo)軌均為臺(tái)灣上銀直線滾柱導(dǎo)軌,臺(tái)灣上銀滾珠絲桿,二軸運(yùn)行速度22-28M/min,達(dá)到高速運(yùn)動(dòng),
有效的提升了10%-30%定位時(shí)間;
采用單元式(套筒)主軸,同步伺服電機(jī),轉(zhuǎn)速可高達(dá)到4000轉(zhuǎn),主軸軸承采用日本軸承,精度穩(wěn)定,剛性好,
溫升低;
機(jī)座與鑄件一體式結(jié)構(gòu)有效提升機(jī)床剛性避免切削震動(dòng),保證加工件的光潔度和機(jī)臺(tái)穩(wěn)定性。
鑄件經(jīng)二次回火定型后,使整機(jī)具有良好系統(tǒng)剛性、穩(wěn)定性、吸震性和精度保持能力。
電機(jī)座、軸承座與機(jī)體研磨鏟刮配合采用無(wú)墊塊設(shè)計(jì),保證機(jī)床長(zhǎng)久的精度保持。
機(jī)臺(tái)二軸均為加大導(dǎo)軌跨距,于切削時(shí)展現(xiàn)優(yōu)異動(dòng)態(tài)精度,潤(rùn)滑油路采用內(nèi)藏式設(shè)計(jì)。
機(jī)床配有全封閉內(nèi)防護(hù)罩,可移動(dòng)、旋轉(zhuǎn)系統(tǒng)箱,雙開(kāi)門設(shè)計(jì),外形美觀大方;
CK52ST-SDT主要技術(shù)參數(shù)
|
加工范圍 |
第一主軸:X軸最大行程 |
270mm |
|
第一主軸:Z軸最大行程 |
495mm |
|
|
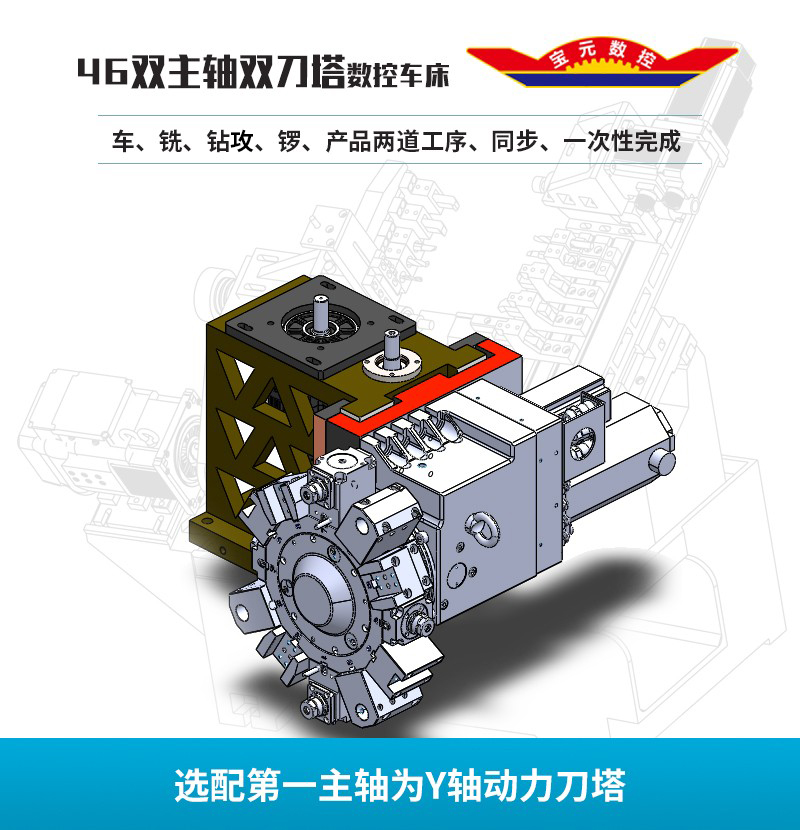
第一主軸:Y軸最大行程 |
90mm |
|
|
第一主軸:最大回轉(zhuǎn)直徑 |
600mm |
|
|
第一主軸:刀臺(tái)回轉(zhuǎn)直徑 |
158mm |
|
|
第二主軸:X軸最大行程 |
330mm |
|
|
第二主軸:Z軸最大行程 |
495mm |
|
|
第二主軸:最大回轉(zhuǎn)直徑 |
400mm |
|
|
第二主軸:刀臺(tái)回轉(zhuǎn)直徑 |
158mm |
|
|
移動(dòng)速度 |
X1/X2軸G00速度 |
20-26M/MIN |
|
Z1/Z2軸G00速度 |
20-26M/MIN |
|
|
主軸 |
第一主軸:型號(hào) |
A2-6 |
|
第一主軸:主軸通孔 |
65 |
|
|
第一主軸:主軸最高轉(zhuǎn)速 |
4000r/m |
|
|
第一主軸:最大通過(guò)棒料 |
45mm |
|
|
第二主軸:型號(hào) |
A2-4 |
|
|
第二主軸:主軸通孔 |
47 |
|
|
第二主軸:主軸最高轉(zhuǎn)速 |
4000r/m |
|
|
第二主軸:最大通過(guò)棒料 |
35mm |
|
|
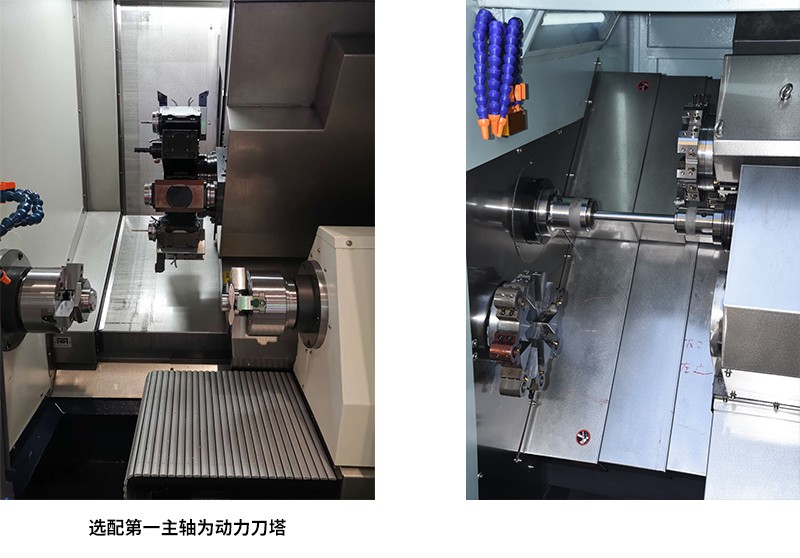
第一,二主軸刀架 |
裝刀方式 |
刀塔12工位 |
|
刀柄型號(hào) |
排刀20*20 鏜孔25 |
|
|
機(jī)床重量 |
設(shè)備凈重(T) |
5.2T |
|
機(jī)床尺寸 |
長(zhǎng)*寬*高(mm) |
2674*3050*2840 |
|
序號(hào) |
檢驗(yàn)項(xiàng)目 |
驗(yàn)收結(jié)果 |
允許值 |
備注 |
|
|
1 |
加工精度 |
第一主軸:X軸 |
±0.006 |
|
|
|
第一主軸:Z軸 |
±0.006 |
|
|
||
|
第一主軸:Y軸 |
±0.006 |
|
|
||
|
第二主軸:X軸 |
±0.006 |
|
|
||
|
第二主軸:Z軸 |
±0.006 |
|
|
||
|
2 |
重復(fù)定位精度 |
第一主軸:X軸 |
±0.006 |
|
|
|
第一主軸:Z軸 |
±0.006 |
|
|
||
|
第一主軸:Y軸 |
±0.006 |
|
|
||
|
第二主軸:X軸 |
±0.006 |
|
|
||
|
第二主軸:Z軸 |
±0.006 |
|
|
||
|
3 |
加工精度 |
第一主軸 |
±0.008 |
|
|
|
第二主軸 |
±0.008 |
|
|
||
|
4 |
加工工件圓度 |
第一主軸 |
0.004 |
|
|
|
第二主軸 |
0.004 |
|
|
||
|
5 |
加工工件平面度 |
第一主軸 |
0.02 |
|
|
|
第二主軸 |
0.02 |
|
|
||
|
6 |
加工工件的表面粗糙度 |
第一主軸 |
1.2 |
|
|
|
第二主軸 |
1.2 |
|
|
||
|
7 |
加工錐度(100MM)長(zhǎng) |
第一主軸 |
0.015 |
|
|
|
第二主軸 |
0.015 |
|
|
||
|
8 |
主軸跳動(dòng) |
第一主軸 |
0.005 |
|
|
|
第二主軸 |
0.005 |
|
|
||
|
9 |
液壓刀塔重復(fù)精度 |
第一主軸 |
0.005 |
|
|
|
第二主軸 |
0.005 |
|
|
||
|
10 |
主軸分度精度 |
第一主軸 |
≤0.5° |
|
|
|
第二主軸 |
≤0.5° |
|
|
||
